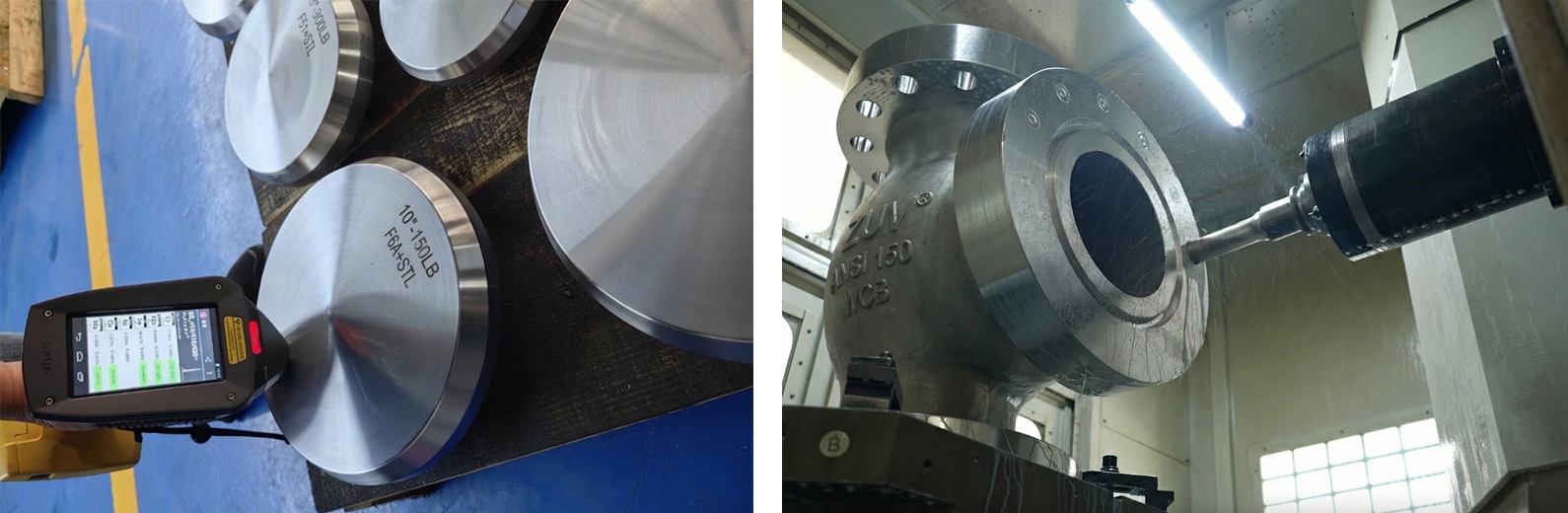
As a reliable special valve manufacturer, we offer a wide range of customized valves designed to meet specific operational needs. Our product range includes, but is not limited to, double block and bleed valves (DBB), pigging valves, sampling valves, drain valves, vent valves, and multi-functional integrated valve systems.
These special valves are designed for extreme conditions such as ultra-high pressure, high temperature, cryogenic environments, and vacuum systems. They are particularly suitable for handling hazardous, toxic, corrosive, or high-purity media. In addition, they can be tailored for applications requiring zero leakage, frequent operation, or space-saving compact designs. With flexible engineering capabilities, we ensure that each valve perfectly matches the system requirements.